Bal-tec™ Home All Ball Bar Information
All Ball Bars (Dumbbells)
Ball Bar (Dumbbell) Magic
Introduction to the Ball Bar (Dumbbell)

The Ball Bar (Dumbbell) is ultra precise and ultra simple, with the power to evaluate the performance of the entire Coordinate Measuring Machine System in just a matter of minutes. The first step is to understand the Ball Bar (Dumbbell) concept.
This tool consists of two ultra precise spheres of exactly the same diameters that are firmly attached to the opposite ends of a rather long rigid bar. The accuracy of the Ball Bar (Dumbbell) is only limited by the roundness of the two spheres and their common size. The ANSI-B89.4-1-1997 specification for "The Performance Evaluation of Coordinate Measuring Machines" requires that the quality of the Standard Ball Bar (Dumbbell) Spheres be round and common size within five millionths of an inch (.11 micrometers). The spheres for the Ultra Precise Series Ball Bar (Dumbbell) are held to two and one half microinches (.06 micrometers). For all practical purposes, these are the highest quality Ball Bars (Dumbbells) For proper evaluation, the Ball Bar (Dumbbell) must be held in a fixed position on the C. M. M. table by an extremely rigid Heavy Duty Stand (See Figure # 1.).
The function of the Ball Bar (Dumbbell) is so unique that it requires an open mind to really appreciate it. The center to center distance between the two spheres is absolutely fixed. A significant characteristic of the Ball Bar (Dumbbell) is that it has no cosine or alignment errors at all as contrasted with gage blocks. This is because the length of the line that defines the distance between the centers of the two spheres is represented by the distance between two infinitely small center points in space. When this tool is placed in various locations through out the envelope of the measuring machine, the sphere center to center distance should measure exactly the same. Any variation in the measurement of this distance indicates an error somewhere in the C. M. M. system.
This concept is referred to as a Volumetric check. The truly hard thing to accept is the fact that you are not even required to know the true center to center distance between the two spheres to effectively use the device. A knowledge of the exact sphere center to center gives the Ball Bar (Dumbbell) additional capabilities especially in evaluation of the scales.
Understanding the Implications of Various Deviations in the Ball Bar (Dumbbell) Length
Strangely, the first step in the Ball Bar (Dumbbell) process does not involve the Ball Bar (Dumbbell) at all, but uses the probe characterization sphere instead. This first step is very important. The triggering characteristics of the probe head and the elastic deflections through out the machine caused by probe contact force must be compensated for (See Figure # 3.). Form errors in the contact tip must also be corrected for before any meaningful information can be derived from Ball Bar (Dumbbell) checks.
Before initiating the computerized probe characterization sequence, take a good look at the data derived from measuring the almost perfect characterization sphere. In most cases, the machine will report substantial deviations in both size and roundness of the master sphere. During the probe characterization sequence, the computer software will automatically compensate for roundness errors of the contact tip, elastic deflections throughout the machine and for lobing in the triggering mechanism of the measuring probe.

The real magic in Ball Bar (Dumbbell) evaluation comes from criss crossing the Ball Bar (Dumbbell). By measuring an angled Ball Bar (Dumbbell) placed right an angles to any axis of the C. M. M., and then simply rotating its position 180 degrees and measuring it again, the squareness of that axis can be critically evaluated. By moving the same angled Ball Bar (Dumbbell) to the other side or to the other end of the table and measuring it again, rotational errors around each axis can be determined.

For more iformation, please see theCMM Calibration Equipment Directory.
How to Choose the Right Ball Bar (Dumbbell) for your Application
Length
The first choice to be made is how long should the Ball Bar (Dumbbell) be? The length of the Ball Bar (Dumbbell) is defined at the distance from the center of one ball to the center of the other. As a general rule, the longer the Ball Bar (Dumbbell) is, the better it will exemplify the geometric errors of the machine. Having said this, a shorter Ball Bar (Dumbbell) will show up perturbations in the individual geometries better than a long bar. This phenomenon is a very sound reason for measuring multiple length Ball Bars (Dumbbells). Our Dual Ball Bar (Dumbbell) clamp (part # FS-2BB) is offered as a simple approach to solving this dilemma. This is accomplished by holding two parallel Ball Bars (Dumbbells) simultaneously. The advantages to this approach are much faster data acquisition and the elimination of temperature distortions, due to multiple handling of the Ball Bars (Dumbbells). A good rule of thumb is that the long Ball Bar (Dumbbell) should be about 80% of the length of the shortest axis of the measuring machine. The second Ball Bar (Dumbbell) should be one half of the length of the long bar.
Ball Size
The next parameters that must be decided are the size, the material, and the quality of the master spheres. A one inch 1.00" ( 25.4 mm) diameter master sphere is the industry standard, but three quarters inch 0.75" (19.05 mm) diameter and two inch 2.0" (50.8 mm) diameter, are sometimes specified.
Ball Material
The next decision is choosing the ball material. For touch fire or scanning C.M.M. probes that make physical contact with the subject, the standard ball material is a very high chromium, high carbon, Martensitic stainless-steel. This ultra fine-grained material is through hardened to 58 HRC (Hardness on the "C" scale) minimum and three cycle cold stabilized for long-term dimensional stability. This material has the same 6.4 microinches per inch per degree fahrenheit coefficient of thermal expansion as our steel Ball Bar (Dumbbell).
Ceramic or Tungsten Carbide master spheres can be supplied on special order. For optical sensing probes and photogrammetry applications: satin finished steel, titanium, or ceramic spheres are used. Satin finished white ceramic is the preferred material for most optical systems.
Ball Quality
The required quality of the master spheres is determined by the intended application. The standard high quality balls used for general commercial calibration are A.F.B.M.A.-grade five. This quality meets the requirements of the ANSI-B89.4.1-1997 Specification For Evaluating C.M.M. Performance. This is an instrument quality ball with a sphericity of five micro inches (127 mm). To meet this specification, both of the master spheres must be exactly the same diameter within five microinches (127 nm). The total surface texture of our grade 5 balls is held to less than 0.4 microinches (10 nm) Ra.
When calibrating high-end commercial machines and super accurate laboratory measuring machines, grade 2.5 master spheres are used. The required 2.5 microinch (63.5 nm) sphericity of these master spheres is right at the limit of commercial measuring ability. The total surface texture on these spheres, approaches 0.2 microinches (5nm). We have had many of these balls certified by international standards labs at less than one microinch (25 nm) sphericity.
On the satin finished ceramic balls, the rougher surface texture of the satin finish limits the quality of these balls to 25 microinches (635 nm). For use with optical probes this lesser quality is more than adequate.
Material For The Bar
The choice of material for the body of the Ball Bar (Dumbbell) is the next consideration. For calibrating, general-purpose commercial machines, the material generally used is annealed mild steel tubing. This material provides, a lightweight, stiff, structure that is the least expensive standard construction.
For longer Ball Bars (Dumbbells), or Ball Bars (Dumbbells) used in variable temperature environments all of our Ball Bar (Dumbbell) designs are available with Invar® tubular construction. The very low rate of thermal expansion of this material is its main advantage. In the room temperature range, this material simply doesn't grow or shrink any appreciable amount.
Long term dimensional stability of the bar is a special consideration for Ball Bars (Dumbbells) used to calibrate high end commercial or the ultra precise measuring machines used in standards labs. These Ball Bars (Dumbbells) are archival standards with the inter ball length calibrated to parts per million. This application requires a very exotic material, that is subjected to an exotic thermal treatment. The combination of material and thermal treatment yields a Ball Bar (Dumbbell) that has long-term dimensional stability, that has so far defied attempts to measure it.
Why not composite fiberglass or carbon composite? One simple word is hygroscopy. Water and water by products are produced by the curing of the plastic, so out gassing would cause the bar to shrink. If the humidity of the environment or contact with water liquid will cause it to grow, so you guess where it is at any given moment.
There is a way to automatically compensate the measuring machine for both the ambient temperature of the environment and the material being measured. This technique consists of using the C.M.M. to measure a laboratory calibrated Ball Bar (Dumbbell) made of the same material as the parts being measured, and to correct the measuring machine scales accordingly. If you are measuring large aluminum parts, you would use a long aluminum Ball Bar (Dumbbell) and likewise for titanium. Although this technique is not common practice in the U.S., it is widely used in some parts of the Orient.
Coupling The Ball Bar (Dumbbell)
Another parameter that must be decided is, how do we couple the Ball Bar (Dumbbell) to the support stand? For general-purpose calibration of commercial coordinate measuring machines, when the Ball Bar (Dumbbell) is less than 900 mm in length, the Ball Bar (Dumbbell) can be coupled on the Standard Heavy Duty stand or Anchor system using the standard Tri-Mount collar and any one of our Ball Bar (Dumbbell) Clamps. These include the standard Ball Bar (Dumbbell) Clamp (part number FS-1BB), the dual Ball Bar (Dumbbell) clamp (part number FS-2BB) for holding two Ball Bars (Dumbbells), the Short Ball Bar (Dumbbell) Clamp (Part number FS-1BB-S) or the Low Boy used to hold the Ball Bar (Dumbbell) way down at table height.
When the Ball Bar (Dumbbell) is 900 mm or longer, it needs a helping hand. This is achieved by using the cantilevered Ball Bar (Dumbbell) and the Way out Kinematic Ball Bar (Dumbbell) Support. When ultra precise laboratory machines are to be calibrated, the Archival Ball Bar (Dumbbell) is the artifact of choice. This device is always held by the Way out Kinematic Support System.
Ultra Precise Ball Bar (Dumbbell)
There is another Ball Bar (Dumbbell) holding system that is still used for laboratory class calibration. This is the Ultra Precise Ball Bar (Dumbbell) system (non archival). This is an accurate and reliable system that is the fastest approach to C.M.M. calibration, but it is very accident-prone. One careless move by the calibration technician and the Ball Bar (Dumbbell) will be pulled out of its Kinematic couplings and it will go bouncing across the C.M.M. table. Most companies now use the almost bullet proof cantilever Ball Bar (Dumbbell) and Way out Ball Bar (Dumbbell) Support to achieve matching quality, almost as quickly.
Very Short Ball Bar (Dumbbell)
Holding very short Ball Bars (Dumbbells) requires still another approach. There are two approaches to the very short Ball Bar (Dumbbell) holding problem. The first is to use our Mini Ball Bar (Dumbbell) and the second is to use the specialized "Hammer" Ball Bars. Both of these approaches work very well, but the mini Ball Bar (Dumbbell) requires its own stand while the "Hammer" can be used with any of our standard Ball Bar (Dumbbell) holding devices.
Adjustable Ball Bar (Dumbbell)
If you have a large number of very different size C.M.M.'s to calibrate, or if you are an outside contractor in the C.M.M. calibration business, you must consider the Adjustable Ball Bar (Dumbbell) Kit. This system consists of a number of different length tubular bars, with removable ends, which have the ball attached. Two of these spherical ends can be attached, one on each end of the tubular bar to form a Ball Bar (Dumbbell). A large number of different length Ball Bars can be created by attaching two or more different lengths of tubes together and then fixing a ball on each end.
Most adjustable Ball Bar (Dumbbell) Kits are ordered in Invar®. The temperature of the bar is raised when handling the adjustable Ball Bar (Dumbbell) to assemble it. By using Invar®, there is no growth from handling so the Ball Bar (Dumbbell) can be measured immediately after assembly.
Support Stand
The final choice is how to support the Ball Bar (Dumbbell) on the table of the measuring machine. By far the most popular support system is the heavy-duty stand. When holding long Ball Bars (Dumbbells) on big measuring machines the 36-inch tall Mammoth version of the Heavy Duty stand is the way to go. For calibration technicians who travel all over the country, the Heavy Duty Stand is just that, it is just too darn heavy. For these applications the very lightweight Anchor system is the answer.
The Anchor system has long suffered from the tedium of having to be tied down to the table directly over one of the threaded holes, then it must be removed and relocated and tied down again over another threaded hole. This pattern must be repeated many times during a calibration. The lightweight but mechanically stable 14" Trivet now eliminates this limitation. With the Trivet, the assembled Ball Bars (Dumbbells) can be zipped around the table as easily as if it were on the Heavy Duty Stand. The three legs of the Trivet form a large fourteen inch 14" (356 mm) diameter circle. This large footprint is used in order to achieve mechanical stability without the heavy weight.
The Standard Ball Bar (Dumbbell)
Standard Ball Bar (Dumbbell) for Evaluation of Coordinate Measuring Machines

- Accuracy
- The Ball Bar (Dumbbell) is the most accurate long gage device ever developed. The Ball Bar (Dumbbell) has no moving parts, it generates no heat, uses no magnetic fields and has absolutely no friction, stiction or hysteresis.
- Cost
- Ball Bar (Dumbbell)s cost only a small fraction of their more complex but far less accurate counterparts, such as long gage blocks.
- The Concept
- The concept of the Ball Bar (Dumbbell) is almost too simple. Two very round dimensionally-matched spheres are securely attached to opposite ends of a long rigid bar. The distance between these spheres remains constant regardless of the attitude of the bar. In the Free Standing Ball Bar (Dumbbell) system, the Ball Bar (Dumbbell) itself is clamped at its center to a rigid vertical post and the position of each of its two spheres is measured every time the position of the Ball Bar (Dumbbell) is changed.
The extremely fine-grained stainless-steel spheres used are 1.00 inch (25.4 mm) diameter. They are hardened to 58 HRC for long wear and ultra-cold cycled for long-term dimensional stability. They are held spherical within 5 microinches (127 nm) and both balls are exactly the same size within 5 microinches (127 nm). This meets the quality requirements for “Performance Evaluation of Coordinate Measuring Machines” ANSI / ASME-B89.4.1-1997. They are five times more accurate than high quality bearing balls. - Total System Evaluation
- In use, measurements of the distance between the two spheres are made with the Ball Bar (Dumbbell) positioned at various X-Y-Z locations throughout the C.M.M.'s volumetric capacity. From these data, the overall accuracy of the C.M.M. system may be determined. The C.M.M. system consists of the geometric or metrology frame, the test probe, the scale system, the computer and its software—plus the environment within which the system operates, including the temperature, vibration and the utilities. Because all of these elements are factored in by the Ball Bar (Dumbbell), it is a truly functional test of the entire C.M.M. system.
Using this approach, the test probe actually contacts the spheres. The system actually senses the probe trigger point, it records the scale position at that instant and then the computer calculates the true size and position of the spheres. Any errors of the C.M.M. system will cause erroneous readings or variations in the distance between the two spheres in the various positions. - Multiple Ball Bar (Dumbbell)s
- For ideal evaluation—and to help isolate errors—several lengths of Ball Bar (Dumbbell)s are desirable. The longest Ball Bar (Dumbbell) for a given calibration is usually 80% of the longest axis of the C.M.M. Because of sag, Standard Ball Bar (Dumbbell)s are seldom made over 39.37 inches (1000 mm) long. Giant Invar® Ball Bar (Dumbbell)s of composite design are the best choice for longer Ball Bar (Dumbbell)s.
The cause of significant errors can be separated by systematically orienting the Ball Bar (Dumbbell) or Bars in particular patterns such as in-line with one axis or another to isolate a specific cause. - Design
- The precision stainless-steel spheres are attached to the ends of the bar by gluing. A steel pin is inserted into a hole in the sphere and in the bar as the high strength glue is applied during assembly. The result is an exceptionally strong bond between the sphere and the bar.
To provide a stiff, lightweight assembly, the bar itself is made of 3/4 inch (19.05 mm) diameter heavy walled steel tubing.
This steel tubing is electroless nickel-plated to avoid corrosion.
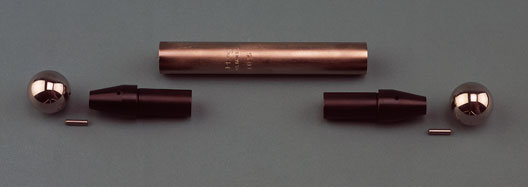
Exploded View of the Ball Bar, the Pins Are Glued and Are Not Removable - Temperature
- Ball Bar (Dumbbell)s are much longer than most familiar gages and are therefore far more susceptible to temperature influence. Our Standard Ball Bar (Dumbbell)s have the same coefficient of thermal expansion as most steel and iron (6.3 microinches per inch per degree Fahrenheit, 11.4 micrometers per meter per degree Celsius).
The most frequent source of rapid thermal change is caused by the machine's operator handling the Ball Bar (Dumbbell). Even when wearing well insulated gloves, the Ball Bar (Dumbbell) should be handled as little as possible. The Ball Bar (Dumbbell) should be allowed to soak in the C.M.M. environment for 30 minutes for ordinary quality machines and two hours before taking any serious measurements.